
Вміння працювати з паяльником є базовою навичкою для ремонту електроніки, побутової техніки та створення власних технічних проектів. Якісне з’єднання компонентів забезпечує довговічність пристрою та стабільність електричного контакту. Розуміння фізико-хімічних процесів, що відбуваються під час плавлення припою та адгезії металів, дозволяє уникнути крихкості швів і пошкодження чутливих деталей. Належна підготовка робочого місця та вибір інструментів є фундаментом для отримання професійного результату навіть у домашніх умовах.
Вибір паяльного обладнання за потужністю та типом
Для якісної роботи важливо підібрати інструмент, що відповідає габаритам деталей та теплопровідності матеріалів. Звичайні контактні паяльники з ніхромовим або керамічним нагрівачем підходять для разових робіт, тоді як паяльні станції дозволяють точно виставляти температуру, що критично для сучасної мікроелектроніки. Газові моделі стають у пригоді в польових умовах, де немає доступу до електромережі, але вони вимагають особливої обережності через відкрите полум’я.
Класифікація інструментів за потужністю:
- 15–30 Вт. Призначені для тонкої роботи з мікросхемами, SMD-компонентами та дрібними радіодеталями, чутливими до перегріву.
- 40–60 Вт. Оптимальний варіант для більшості побутових завдань, ремонту аудіотехніки та пайки дротів середнього перерізу.
- 80–100 Вт і більше. Використовуються для пайки масивних провідників, металевого посуду або радіаторів, де потрібна велика кількість тепла.
Основні характеристики та підбір витратних матеріалів
Вибір правильного сплаву та хімічного реагенту визначає механічну міцність і провідність майбутнього вузла. Основним матеріалом залишаються олов’яно-свинцеві припої серії ПОС, де цифра вказує на відсотковий вміст олова. Безсвинцеві аналоги екологічніші, проте мають вищу температуру плавлення, що ускладнює роботу з пластиковими деталями та тонкими платами.
| Тип матеріалу | Сумісний флюс | Область застосування |
|---|---|---|
| Мідь і латунь | Каніфоль, СКФ | Радіодеталі, дроти, плати |
| Нержавіюча сталь | Ортофосфорна кислота | Контакти акумуляторів, кріплення |
| Алюміній | Спеціальні флюси (Ф-64) | Дроти, алюмінієві корпуси |
Флюси виконують функцію очищення поверхні від оксидів безпосередньо під час нагрівання. Нейтральна каніфоль не потребує обов’язкового змивання, тоді як активні кислотні суміші необхідно ретельно видаляти після завершення робіт, інакше вони з часом зруйнують метал.
Підготовка робочої поверхні та наконечника паяльника
Ефективна передача тепла можлива лише через чисте, добре залуджене жало паяльника. Сучасні жала з багатошаровим покриттям не можна чистити напилком — для цього використовують вологу целюлозну губку або спеціальну «мочалку» з мідної стружки. Якщо на кінчику утворився нагар, припой буде просто скочуватися, не змочуючи поверхню, що призведе до «холодної пайки».
Чистота поверхонь, що з’єднуються, є запорукою адгезії: будь-який бруд, жир або залишки ізоляції створюють бар’єр, який не дає припою проникнути в структуру металу.
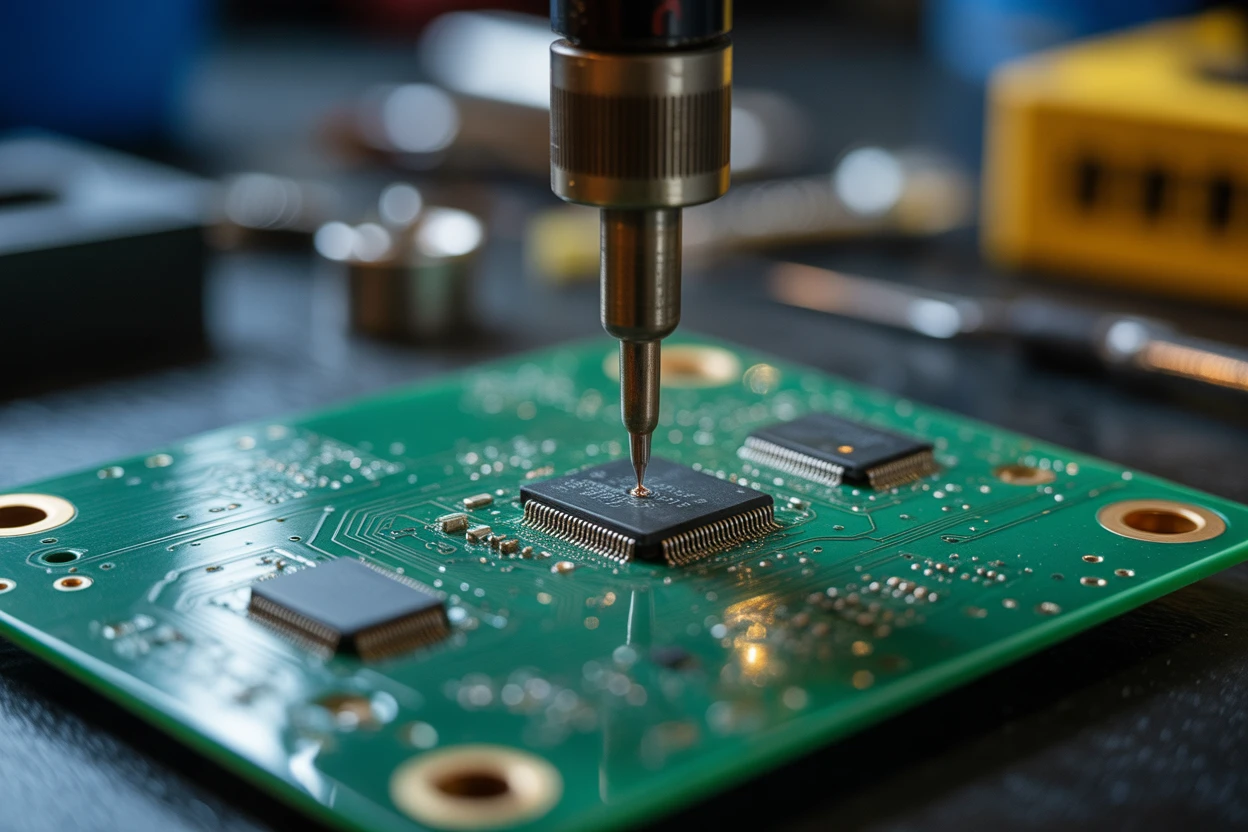
Технологія створення надійного паяного з’єднання
Процес формування шва починається з одночасного прогрівання обох елементів — наприклад, контактного майданчика на платі та ніжки деталі. Важливо тримати паяльник так, щоб площа контакту жала з поверхнями була максимальною. Це забезпечує швидке досягнення температури плавлення припою без ризику термічного пошкодження навколишніх зон.
Після прогріву до місця контакту подається припой, який повинен рівномірно розтектися, заповнюючи всі порожнечі. Якісне з’єднання має характерний металевий блиск та чітку форму без напливів.
Послідовність дій при пайці:
- Прогрівання. Піднесіть жало до місця з’єднання на 1 — 2 секунди.
- Подача припою. Торкніться дротиком припою прогрітих деталей, а не самого жала.
- Розтікання. Дочекайтеся, поки припой повністю змочить поверхні.
- Фіксація. Приберіть паяльник і не рухайте деталі до повного застигання металу.
Монтаж компонентів на друковані плати
Робота з друкованими платами вимагає високої точності, оскільки мідні доріжки можуть відшаруватися при температурі понад 300°C. Для наскрізного монтажу (DIP) виводи деталей загинають або фіксують так, щоб вони щільно прилягали до плати перед початком нагрівання. Важливо уникати надмірного тиску на жало, адже механічне зусилля не прискорює процес, але легко пошкоджує тонкий текстоліт.

SMD-компоненти часто монтують за допомогою паяльної пасти або попереднього нанесення невеликої кількості припою на один із майданчиків. Це дозволяє зафіксувати деталь пінцетом, після чого пропаяти другий контакт. Використання теплових відводів у вигляді металевих затискачів допомагає зберегти працездатність польових транзисторів і діодів, що бояться перегріву.
Статична електрика є прихованою загрозою для сучасної логіки та мікропроцесорів. При роботі з такими елементами рекомендується використовувати антистатичний браслет або хоча б торкатися заземлених предметів перед маніпуляціями. Правильний підхід передбачає мінімальний час контакту жала з деталлю для збереження її внутрішньої структури.
Лудіння та з’єднання багатожильних дротів
Перед тим як з’єднувати багатожильні мідні провідники, кожну групу жил необхідно ретельно залудити. Це запобігає розпушуванню дроту та гарантує, що кожна окрема нитка бере участь у передачі струму. Дріт занурюють у флюс, після чого по ньому проводять жалом із невеликою кількістю припою, поки він не змінить колір на сріблястий по всій довжині зачищеної ділянки.
Переваги правильного лудіння:
- Механічна міцність. З’єднання стає монолітним і стійким до вібрацій.
- Захист від окислення. Олово перекриває доступ кисню до міді.
- Низький опір. Максимальна площа контакту мінімізує нагрівання вузла.
Для надійної ізоляції краще використовувати термозбіжні трубки, які під дією тепла щільно обтискають місце пайки. Це набагато естетичніше та надійніше за класичну ізоляційну стрічку, особливо в умовах обмеженого простору або підвищеної вологості.
Видалення залишків припою та очищення контактів
Часто виникає потреба в демонтажі компонентів, що потребує повного видалення старого припою з отворів. Для цього використовують оловідсмоктувачі, які працюють за принципом шприца, створюючи вакуум, або спеціальне мідне обплетення (десольдер). Обплетення, просочене флюсом, прикладають до місця пайки та прогрівають — капілярний ефект змушує рідкий припой вбиратися в мідну сітку.
Інструменти для очищення:
- Вакуумний відсмоктувач. Ефективний для великих крапель припою на платах.
- Мідне обплетення. Найкраще підходить для зняття залишків металу з плоских майданчиків.
- Ізопропіловий спирт. Використовується для фінального промивання плати від залишків флюсу.
Організація безпечного простору під час пайки
Робота з розплавленими металами та хімікатами вимагає суворого дотримання правил безпеки. Випари свинцю та смолисті продукти горіння флюсу є токсичними, тому робоче місце має бути обладнане витяжкою або розташоване в добре провітрюваному приміщенні. Навіть коротка робота без вентиляції може призвести до подразнення слизових оболонок і головного болю.
Паяльник під час перерв повинен знаходитися виключно на спеціальній металевій підставці. Залишення розпеченого інструменту на столі або випадкових предметах є найчастішою причиною пожеж у домашніх майстернях. Також важливо стежити за цілісністю мережевого кабелю самого приладу, щоб він не торкнувся гарячого жала.
Захист очей є обов’язковим при роботі з пружинними елементами або при відкушуванні залишків дротів бокорізами. Дрібні частинки металу або бризки флюсу можуть відлетіти на значну відстань. Дотримання чистоти на столі допоможе уникнути випадкових коротких замикань при перевірці зібраної схеми.
Електрична безпека передбачає роботу тільки з вимкненими з мережі пристроями. Перед початком пайки в електроніці слід переконатися, що високовольтні конденсатори в блоках живлення розряджені. Це вбереже не лише компоненти від виходу з ладу, а й самого майстра від ураження струмом.





